 Thread rolling is a process that forms the thread into mirror image of the roller. Thread rolling depends on the plasticity of the base material to be deformed. Eventually the form of the rollers in the thread rolling head, leaves the shape of the thread permanently into the workpiece blank. When a thread gets rolled, actually the thread shape is imparted on the workpiece blank by moving the parent material. A key factor of this movement is the depth or root of the thread. The roller displaces the material that will become the root. The roller position holds the thread pitch diameter to a predetermined size. So that, the displaced material actually lengthens the workpiece blank.
Thread rolling is a process that forms the thread into mirror image of the roller. Thread rolling depends on the plasticity of the base material to be deformed. Eventually the form of the rollers in the thread rolling head, leaves the shape of the thread permanently into the workpiece blank. When a thread gets rolled, actually the thread shape is imparted on the workpiece blank by moving the parent material. A key factor of this movement is the depth or root of the thread. The roller displaces the material that will become the root. The roller position holds the thread pitch diameter to a predetermined size. So that, the displaced material actually lengthens the workpiece blank.
The close relationship between the workpiece blank and the outside diameter of the thread, makes it imperative that blank diameters be highly accurate. Undersized diameter will not allow material to fully flow in the roller dies resulting in undersized threads. Whereas, over sized blanks exerting undue pressure on the rollers and head, can have a damaging effect for the thread rolling unit. Success of the thread rolling depends largely on the shape of the form to be produced.
Ideally the material to be plastically deformed should have a minimum elongation factor of 5% and a maximum tensile strength of 246,000 psi. These figures can change with the nature of materials and size of the major and secondary diameter. Thread rolling operation can be of three types depending on how the head carrying the rollers is presented to the workpiece. Thread rolling can be successfully applied to knurling, burnishing and in some cases, swaging operations.
There are Three Types of Thread Rolling Process: The basic principle of operating each roller head is the same but different threading applications require different approaches to the workpiece blank.
Axial Thread Rolling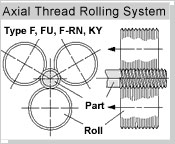 Axial Thread RollingIn this process, a thread is created by moving the axial thread roller from the tail stock end of the turning center along the workpiece blank centerline. The diameter of the axial head ranges from 0.06 to 9 inches in diameter.
Axial Thread RollingIn this process, a thread is created by moving the axial thread roller from the tail stock end of the turning center along the workpiece blank centerline. The diameter of the axial head ranges from 0.06 to 9 inches in diameter.
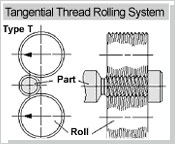 Tangential Thread RollingIn this process the tangential roller head makes thread by approaching the workpiece blank from its sides. Manual operations are not possible in tangential thread rolling. Mechanical or servo feed is required. Tangential thread rollers roll threads by pushing two fixed parallel rolls onto the rotating component at a controlled feed rate. The rolls make tangential contact with the workpiece blank diameter thus forcing it to flow uniformly and take the shape of the roller dies. It's a very fast and precise process,which is burr free. The Tangential operation produces a complete thread in 15 to 30 revolutions of the workpiece blank.
Tangential Thread RollingIn this process the tangential roller head makes thread by approaching the workpiece blank from its sides. Manual operations are not possible in tangential thread rolling. Mechanical or servo feed is required. Tangential thread rollers roll threads by pushing two fixed parallel rolls onto the rotating component at a controlled feed rate. The rolls make tangential contact with the workpiece blank diameter thus forcing it to flow uniformly and take the shape of the roller dies. It's a very fast and precise process,which is burr free. The Tangential operation produces a complete thread in 15 to 30 revolutions of the workpiece blank.
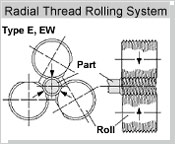 Radial Thread RollingIn this process there is use of two or three rolls to form a thread in one rotation of the workpiece blank. In the thread roller the rolls are ground eccentrically. The thread form is progressive, starting with a flat on each role. There's a shallow thread format one side of the flat and full form on the other. An opening is created by three roll radial heads at rest using the aligned flats. Which allows the workpiece blank to be positioned in between the rolls and the finished threaded part to leave it without damaging the threads. The same principle applies in cases where two roll head is used. Usually the working range of the thread rolling head is 1/16 to 2 ½ inches in diameter.
Radial Thread RollingIn this process there is use of two or three rolls to form a thread in one rotation of the workpiece blank. In the thread roller the rolls are ground eccentrically. The thread form is progressive, starting with a flat on each role. There's a shallow thread format one side of the flat and full form on the other. An opening is created by three roll radial heads at rest using the aligned flats. Which allows the workpiece blank to be positioned in between the rolls and the finished threaded part to leave it without damaging the threads. The same principle applies in cases where two roll head is used. Usually the working range of the thread rolling head is 1/16 to 2 ½ inches in diameter.
- Material Saving : Depending on the size and shape of the thread being rolled considerable savings can be made, which can add up significantly on large production run.
- Increased Tensile Strength
- Better Surface Finish.
Factors that go in selecting the right Thread Rolling process.
- Type of Thread to be Rolled.
- Major Diameter.
- Pitch and Root Depth.
- Ductility Cold-flow.
- Properties